
|
The workpiece is moved from the rolls and into the positioner via a transverse hydraulic jack. After the beam is mounted in the positioner, the jack is returned to its' place, in line with the rolls. |
|
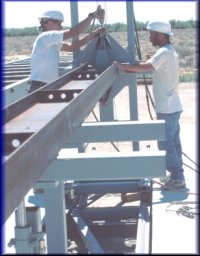
Clamping chucks at each end of the beam are adjustable for beam length and working height. In this view, a helper assists the fitter to ensure correct procedure. The clamping chucks can be altered and adjusted to accommodate any type or size of stock.
|

|
Once the beam is secured in the positioner, fitment and welding of parts is a simple process. On completion, the beams are moved by forklift to the painting area.
|




